





切・削・磨の
ソリューション企業に。
ニューレジストンは
工業用砥石のスペシャリストとして挑戦しつづけます。



トピックスTopics
-

「NRS超硬バー」「メタリッジバー」「コットンポインター」特注品製作サービス開始のお知らせ
2026.02.20 「NRS超硬バー」「メタリッジバー」「コットンポインター」特注品製作サービス開始のお知らせ
-
『ニューレジとくとく倶楽部』(ポイント会員サービス) ニューレジストン㈱LINE公式アカウントへ完全移行のお知らせ
2026.02.02 「ニューレジとくとく倶楽部」(ポイント会員サービス) ニューレジストン㈱公式LINEアカウントへ完全移行のお知らせ
-

「安全グラインダ180」・「シェル ジェイドタイプ」・「ゼータカット」大径サイズ 新製品 発売のお知らせ
2025.06.10 安全性を高める2つの新製品及びゼータカット大径サイズを発売いたします!
-
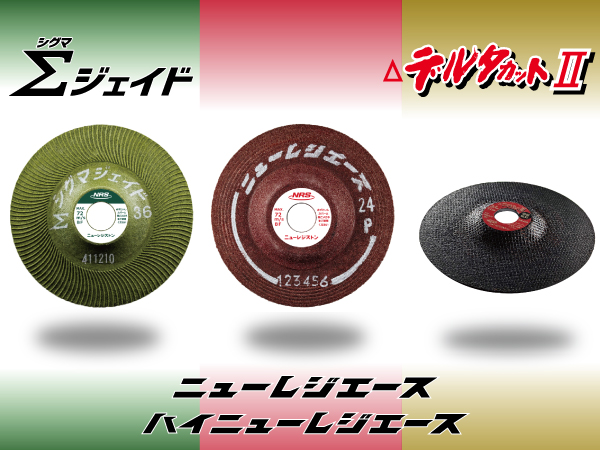
「Σ(シグマ)ジェイド」・「ニューレジエース」・「ハイニューレジエース」・「デルタカットⅡ」新発売のお知らせ
2024.12.13 従来品より性能UPした4つの新製品を発売いたします!
-
安全データシート(SDS)のダウンロードについて
各製品のSDS(安全データシート)をPDFダウンロードいただけます。
-

「空気式ミニグラインダ空神ミニ」新発売のお知らせ
2024.09.30 高負荷に強いタフなモーターで業界最速!「空気式ミニグラインダ空神ミニ」新登場。





新着情報News
-
2026.02.20製品
-
2026.02.02とくとく倶楽部
-
2025.12.09企業情報
-
2025.11.25お得情報
-
2025.11.04製品
-
2026.02.20製品
-
2025.11.04製品
-
2025.10.27製品
-
2025.06.27製品
-
2025.06.10製品
-
2025.12.09企業情報
-
2025.07.29企業情報
-
2025.06.20企業情報
-
2025.05.07企業情報
-
2025.04.22企業情報
-
2025.11.25お得情報
-
2025.07.22お得情報
-
2024.11.28お得情報
-
2024.07.24お得情報
-
2024.02.02お得情報
-
2026.02.02とくとく倶楽部
-
2025.08.01とくとく倶楽部
-
2025.02.03とくとく倶楽部
-
2021.12.20とくとく倶楽部
-
2021.07.01とくとく倶楽部
















Copyright (c) NEWREGISTON Co., Ltd. All rights reserved.