













切・削・磨の
ソリューション企業に。
ニューレジストンは
工業用砥石のスペシャリストとして挑戦しつづけます。


国内製造ならではの
高い技術と安全性。



トピックスTopics
-
『ニューレジとくとく倶楽部会員サービスのリニューアル × ニューレジストン(株)公式LINEの開設』のご案内
2025.2.3 「ニューレジとくとく倶楽部」ポイント会員サービスは、ニューレジストン㈱公式LINEへ移行しリニューアルスタートします!
-
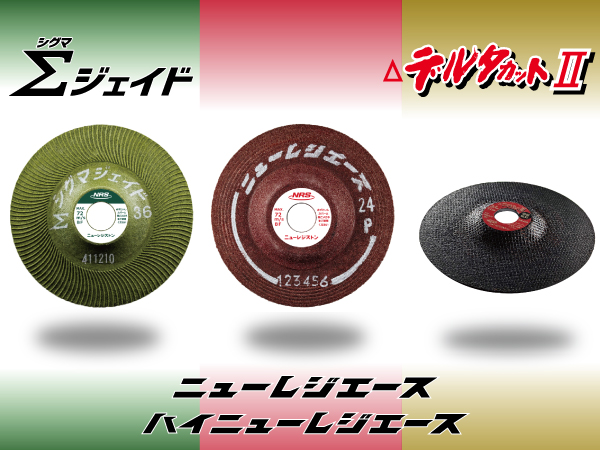
「Σ(シグマ)ジェイド」・「ニューレジエース」・「ハイニューレジエース」・「デルタカットⅡ」新発売のお知らせ
2024.12.13 従来品より性能UPした4つの新製品を発売いたします!
-

「NRS超硬バー」特注品製作サービス開始のお知らせ
2024.11.29 「NRS超硬バー」特注品製作サービス開始しました。
-

「空気式ミニグラインダ空神ミニ」新発売のお知らせ
2024.09.30 高負荷に強いタフなモーターで業界最速!「空気式ミニグラインダ空神ミニ」新登場。
-

研磨ベルト「セラックベルト赤」・「セラックベルト白(アルミ用)」・「ゼットベルト青」 新発売のお知らせ
2024.8.26 効率よく、美しく仕上げる、3つの研磨ベルトが新登場!
-
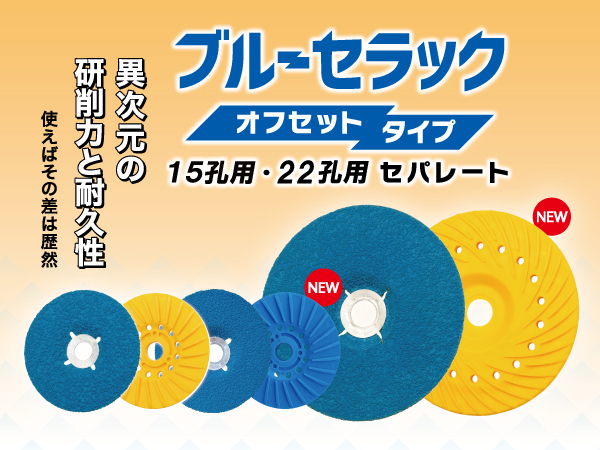
「ブルーセラックオフセットタイプ(セパレート)」ラインナップ追加発売のお知らせ
2024.06.24 ブルーセラックオフセットタイプ(セパレート)に粒度・サイズラインナップ追加発売!
新着情報News
-
2025.03.21製品
-
2025.02.03とくとく倶楽部
-
2024.12.13製品
-
2024.12.11企業情報
-
2024.11.29製品
-
2025.03.21製品
-
2024.12.13製品
-
2024.11.29製品
-
2024.11.05製品
-
2024.10.04製品
-
2024.12.11企業情報
-
2024.11.04企業情報
-
2024.09.11企業情報
-
2024.07.29企業情報
-
2024.03.21企業情報
-
2024.11.28お得情報
-
2024.07.24お得情報
-
2024.02.02お得情報
-
2023.12.01お得情報
-
2023.11.29お得情報
-
2025.02.03とくとく倶楽部
-
2021.12.20とくとく倶楽部
-
2021.07.01とくとく倶楽部
-
2021.07.01とくとく倶楽部
-
2021.01.25とくとく倶楽部
















Copyright (c) NEWREGISTON Co., Ltd. All rights reserved.